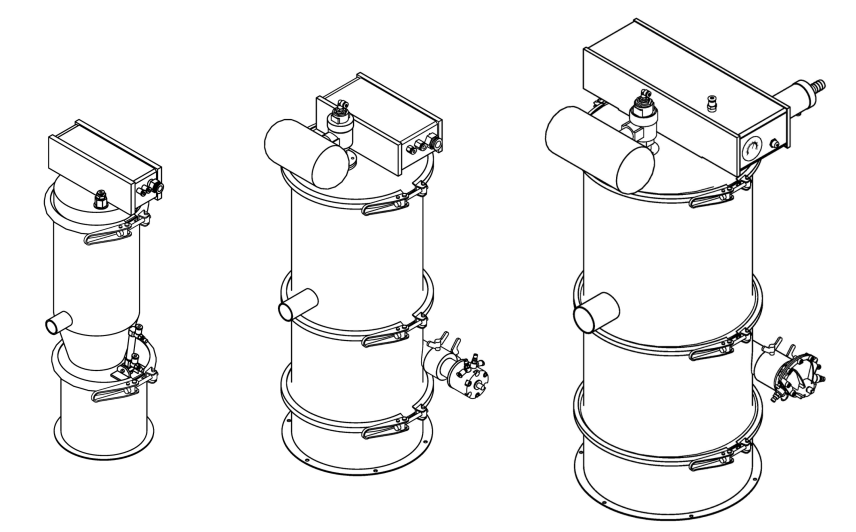
QVC сериясындагы пневматикалык вакуумдук конвейер
Иштөө принциби
Вакуумдук фидер вакуумдук булагы катары пневматикалык вакуумдук насосту колдонуу менен вакуумдук азыктандыруучу машина.Бул вакуумдук фидер менен материалдарды контейнерден түздөн-түз аралаштыргычка, реакторго, силоско, планшеттик машинага, таңгактоочу машинага, титирөө электигине, грануляторго, капсула толтуруучу машинага, нымдуу грануляторго, кургак грануляторго жана дезинтеграторго жеткирүүгө болот.Бул фидерди колдонуу жумушчулардын эмгек сыйымдуулугун жеңилдетип, порошоктун булганышын токтотуп, өндүрүш процессинин GMP талаптарына жооп беришин камсыздай алат.
“ON/OFF” баскычы басылганда, кысылган аба вакуумдук насоско түшүп, пневматикалык цилиндр менен кыймылдаткычтын разряды жабылат, бункерде вакуум орнотулат.Вакуумдук фидер вакуум астында аба агымын пайда кылат.Бул аба агымы менен иштетилген материал шланг аркылуу вакуумдук бункерге берилет.Убакыттын өтүшү менен (тамактануу убактысы, жөнгө салынуучу) кысылган аба үзүлүп, пневматикалык вакуумдук насос вакуумду жарата албай калат жана пневматикалык цилиндр менен кыймылдаткычтын разряды ачылып, вакуумдук фидердеги вакуум жоголот жана материал автоматтык түрдө разряддан кабыл алуучу машинага (планшет пресс жана таңгактоочу машина сыяктуу) чыгарылат.Ошол эле учурда аба резервуарында сакталган кысылган аба чыпканы автоматтык түрдө тазалоо үчүн фильтрди тескери айдайт.Убакыттын өтүшү менен (чыгаруу убактысы, жөнгө салынуучу) кысылган аба кайра иштетилет, пневматикалык вакуумдук насос вакуумду пайда кылат, разряд жабылат, вакуумдук фидер материалды кайра берет, ошентип фидер материалды кабыл алуучу машинага үзгүлтүксүз берүү үчүн циклдар менен иштейт.
Материалдык деңгээлди башкаруусу бар вакуумдук фидер үчүн автоматтык азыктандыруу материалды кабыл алуучу машинанын бункери менен материалдык деңгээлин контролдоо аркылуу ишке ашырылат.Материалдык деңгээл материалды кабыл алуучу машинанын бункериндеги абалынан жогору болгондо, вакуумдук фидер азыктандырууну токтотот, ал эми материалдык деңгээл бункердеги абалдан төмөн болгондо, вакуум берүүчү автоматтык түрдө азыктандырып баштайт.Ал эми материалды кабыл алуучу машинада азыктандыруу ошентип аяктады.
Техникалык спецификация
| Модел | Азыктандыруу көлөмү (кг/саат) | Аба керектөө (L/мин) | Берилген абанын басымы (Мпа) |
| QVC-1 | 350 | 180 | 0,5-0,6 |
| QVC-2 | 700 | 360 | 0,5-0,6 |
| QVC-3 | 1500 | 720 | 0,5-0,6 |
| QVC-4 | 3000 | 1440 | 0,5-0,6 |
| QVC-5 | 6000 | 2880 | 0,5-0,6 |
| QVC-6 | 9000 | 4320 | 0,5-0,6 |
①Кысылган аба майсыз жана суусуз болушу керек.
②Азыктандыруу кубаттуулугу 3 метр аралыкта тамактандыруу менен аныкталган.
③Тамактануу кубаттуулугу ар кандай материалдар менен абдан айырмаланат.
Мүчүлүштүктөрдү оңдоо жана орнотуу
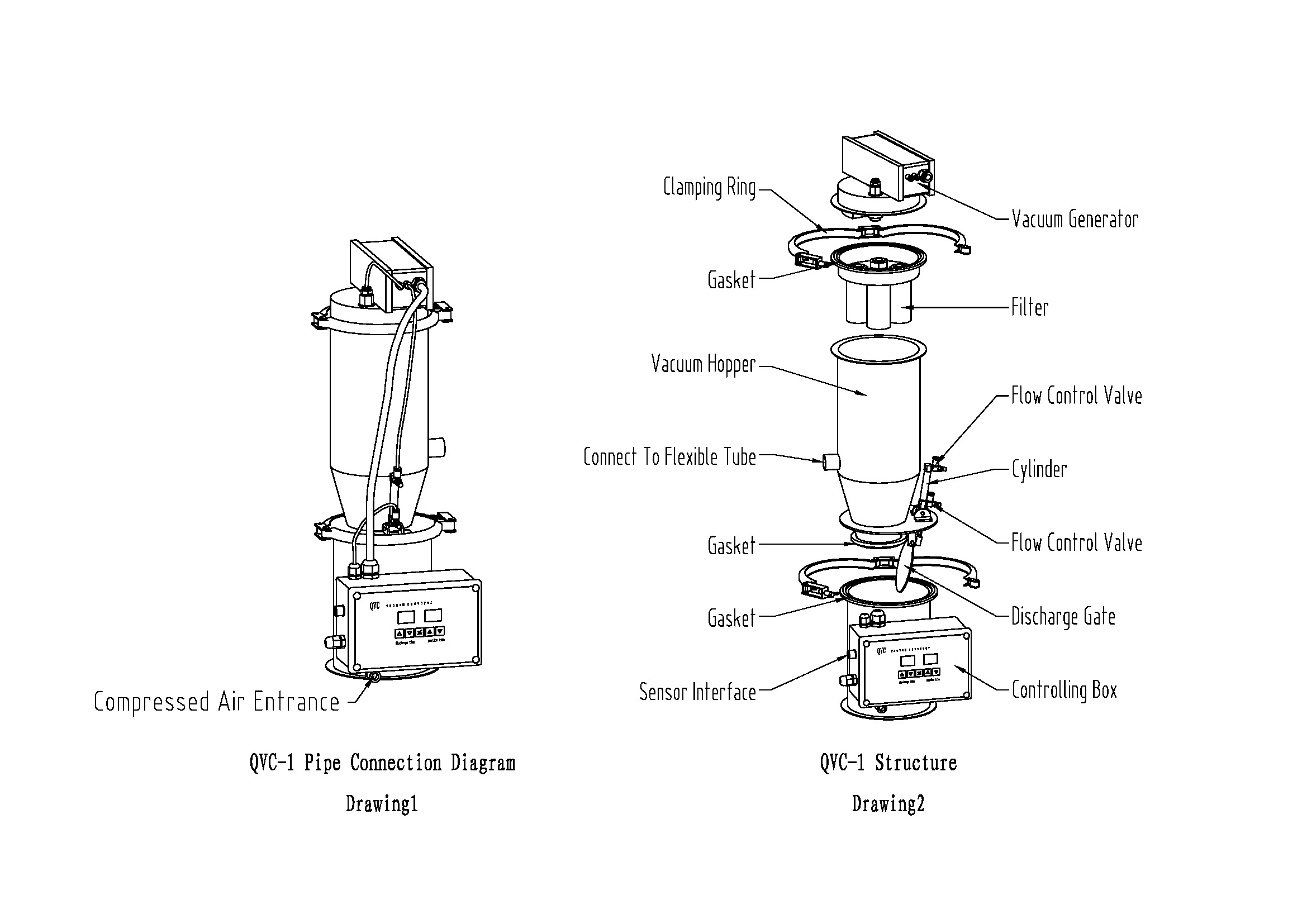
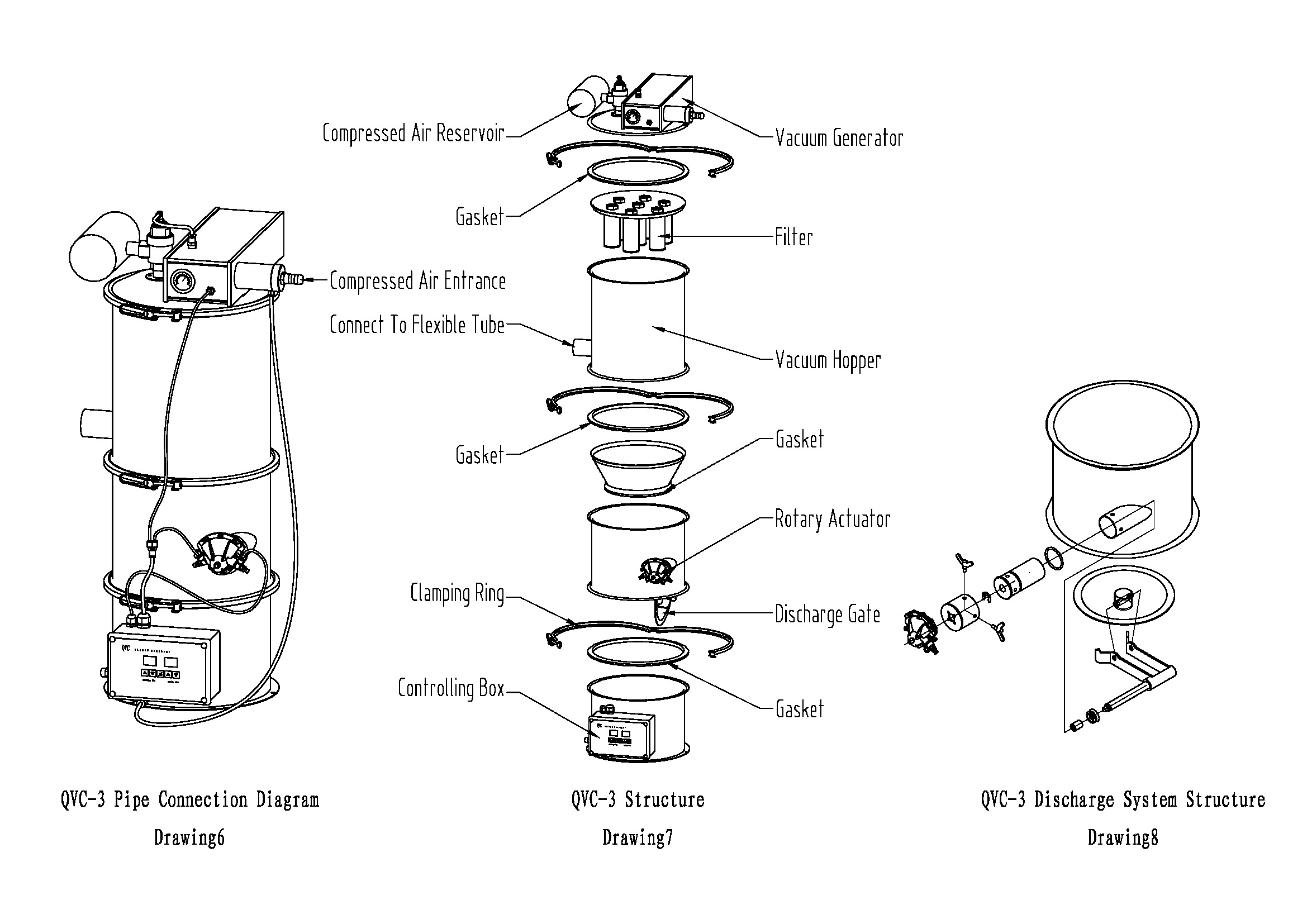
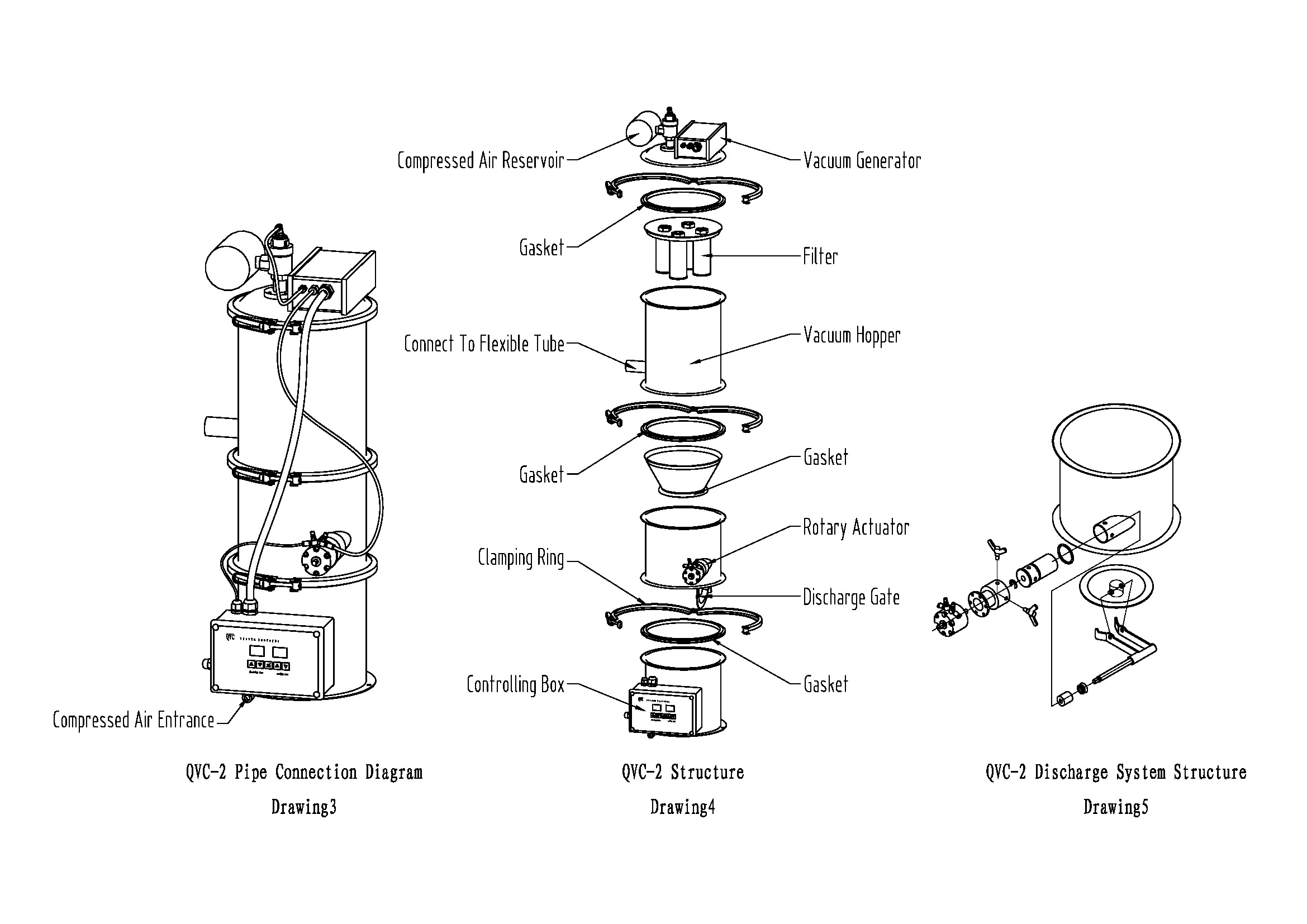
1.Вакуумдук бункерди барак пресстин бункерине же таңгактоочу машинага (же башка машиналарга) шакек менен бекитиңиз.Вакуумдук бункер материалды кабыл алуучу машинанын бункерине түз бекитилбесе, вакуумдук бункерди бекитүү үчүн таяныч жасалышы мүмкүн.
2.The контролдоо кутучасы жүк жеткирилгенде вакуумдук бункерге илинет, ал иш шарттарына ылайык башка тийиштүү жерлерге илип койсо болот.
кысылган аба үчүн түтүк 3.Connection.
A. Кысылган абаны киргизүү үчүн түтүктүн диаметрин тандоо (машина орнотуу бөлмөсүнө шилтеме кылуу менен):
QVC-1,2,3 үчүн 1/2″түтүктү тандаңыз;
QVC-4,5,6 үчүн 3/4″түтүктү тандаңыз;
QVC-1 вакуумдук фидер үчүн φ10 PU түтүгүн түз колдонуңуз.
B. Шар клапаны же чыпкалоочу декомпрессиялык клапан машинанын бөлмөсүнө кысылган аба түтүгү түшкөн жерге орнотулушу керек.
C. QVC-1, 2 вакуумдук фидерлер үчүн чыпкалоочу декомпрессиялык клапандын чыгышын башкаруу кутучасынын төмөнкү жагындагы кысылган аба кирүүчү туташтыргычына туташтырыңыз.Кысылган аба түтүгүнүн өлчөмү башкаруу кутучасынын төмөнкү жагындагы кысылган абанын кирүү туташтыргычы менен бирдей болушу керек.
D. QVC-3, 4, 5, 6 вакуумдук фидерлери үчүн чыпкалоочу декомпрессиялык клапандын чыгышын түздөн-түз вакуумдук генератордун кирүүчү туташтыргычына туташтырыңыз.Кысылган аба түтүгүнүн өлчөмү вакуумдук генератордогу кысылган абанын кирүү туташтырылышы менен бирдей болушу керек.
E. Кысылган аба түтүгүн башкаруу кутучасы менен вакуум генераторунун ортосуна 1 жана 3-диаграммаларга ылайык туташтырыңыз.
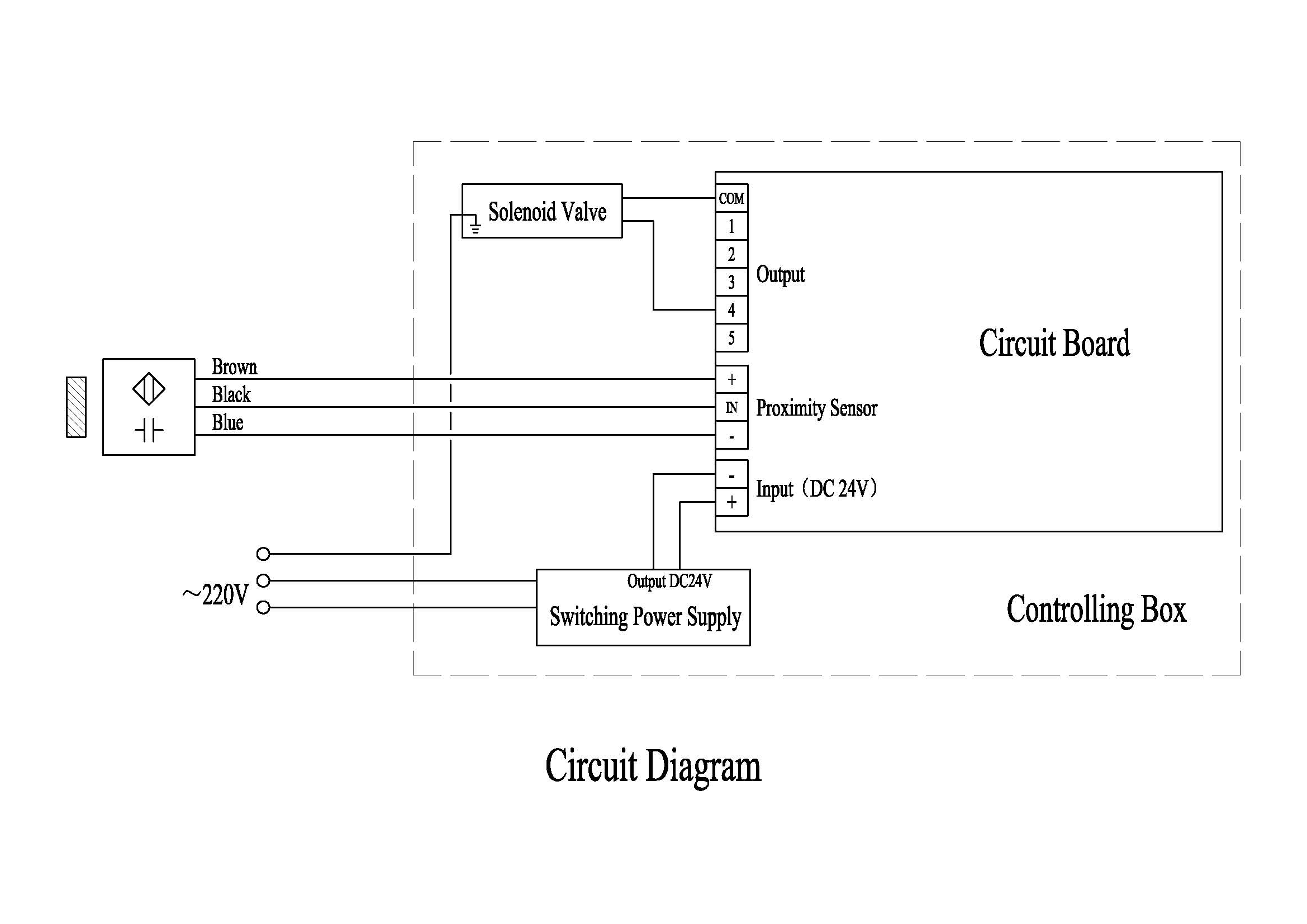
4.Plug AC 220V сайгычын электр розеткасына кошуңуз, башкаруу кутучасындагы убакыттын көрсөткүчү азыр күйүп турат, бул системага электр кубаты кошулганын билдирет.Эскертүү, электр кабели 3 линиялуу болушу керек.Башкаруу чипинин кийлигишүүсүнөн улам бүтүп калбашы үчүн башкаруу шкафы ишенимдүү негизделиши керек.Башкаруу кутучасы үчүн электр схемасын караңыз.
5.Убакытты көбөйтүү/азайтуу үчүн Touch баскычы.Азыктандыруу убактысын 5—15 секундга жана чыгаруу убактысын 6—12 секундага коюу.Порошок материалдары үчүн азыктандыруу убактысын кыскартуу жана чыгаруу убактысын узартуу керек, ал эми гранул материалдары үчүн азыктандыруу убактысы узунураак жана агызуу убактысы кыскараак болушу керек.
6.Press "ON/OFF" ачкыч кысылган аба вакуум генератор азыктанган, вакуум вакуум бункер өндүрүлгөн жана азыктандыруу ишке ашырылат.
7.Бул убакта кысылган абанын басымына көңүл буруу керек.Берилген абанын басымы 0,5—0,6 Мпа болушу керек.Берилген абанын басымы вакуумдук генератор иштегенде, б.а. азыктандырууда системадагы кысылган абанын басымын билдирет.Вакуумдук генератордо QVC-3, 4, 5, 6 үчүн ченегич бар жана ченегичтеги көрсөткүч стандарт катары каралышы керек.Бирок QVC-1, 2 үчүн вакуум генераторунда ченегич жок жана чыпкалоочу клапандагы ченегич стандарттуу катары каралышы керек.Мүчүлүштүктөрдү оңдоодо берилген абанын басымы 0,5—0,6Mpa тамактандыруу учурунда системадагы аба басымына тиешелүү экендигине өзгөчө көңүл буруу керек.Чыпкалоо учурунда же күтүү режиминде чыпкалоочу клапандагы ченегичте көрсөтүлгөн басым 0,7—0,8 Мпа болушу керек.Көптөгөн колдонуучулар, алар фидерлерди орноткондо, көбүнчө чыпкалоочу клапанды 0,6 Мпага коюшат.Эгерде ушул убакта вакуумдук генератор иштей баштаса, системанын басымы күтүлбөгөн жерден 0,4Мпага чейин төмөндөйт, натыйжада азыктандыруу иштебей калган же азыктандыруу кубаттуулугу кыска болот.Узак аралыкта тамактандыруу же көбүрөөк азыктандыруу үчүн системадагы аба басымы 0,6Mpa жетиши керек.
Көйгөйлөрдү аныктоо
Азыктандыруу иштебей калган же азыктандыруу сыйымдуулугу аз болсо, азыктандырууну төмөнкү процедура боюнча текшериңиз:
1. Берилген абанын басымы 0,5—0,6Мпага жетсе.Берилген абанын басымы вакуум генератору иштегенде системадагы аба басымын билдирет.
2.Эгер разряд аба өткөрбөйт.
A.After узак мөөнөттүү иш белгилүү бир коюу порошок разрядга депонирленген, натыйжада бош разряд жана вакуум агып.Андан кийин агынды тазалоо керек.
B.After узак мөөнөттүү операция разряд боюнча прокладка эскирип, натыйжада бош разряд жана вакуум агып.Андан кийин прокладканы алмаштыруу керек.
C.After узак мөөнөттүү иш пневматикалык цилиндр натыйжалуулугун жана сокку менен бир нерсе туура эмес болуп калат.Андан кийин цилиндрди алмаштыруу керек.
3.Фыпка бөгөттөлгөн.Фильтрди кысылган аба соплосу менен алдыга да, артка да үйлөтүңүз.Эгер чыпка тездетилген болсо, ал бөгөттөн чыгарылат.Эгер чыпка тумчугуп калганын сезсеңиз, чыпка бөгөттөлгөн жана аны алмаштыруу керек.Же бөгөттөлгөн чыпканы тазалоо үчүн 30 мүнөткө УЗИ тазалагычка салып коюңуз.
4.Материалдык соргуч чоң агломерат материалы менен жабылган.Бул көбүнчө дат баспас болоттон жасалган материал соргучтун кире беришинде же вакуумдук бункердин кире беришинде болот.
5.Кысуучу шакекчелер насостун башы менен бункердин ортосунда, бункер бөлүмдөрүнүн ортосунда бекитилбейт, натыйжада тутумдун агып кетиши жана азыктандыруунун иштебей калышына же азыктандыруу жөндөмдүүлүгүнүн төмөндөшүнө алып келет.
6.Reverse үйлөө системасы туура эмес болуп калат.Фидер материалды чыгарган сайын аба резервуарындагы кысылган аба чыпканын бетинде жука порошоктун болушун камсыз кылуу үчүн чыпканы тескери үйлөтөт.Эгерде тескери үйлөө системасы туура эмес болуп калса, чыпканын бетине калың порошок түшүп калат, каршылыктын жогорулашы вакуумдук фидерде азыктандырууну мүмкүн эмес кылат.Бул учурда тескери үйлөө системасын алмаштыруу керек.
Тазалоо
Дарыканаларда ар кандай сорттор жана партиялардын саны көп болгондуктан, вакуумдук фидерлерди бат-баттан тазалап туруу керек.Биз пневматикалык вакуумдук фидерлерди иштеп чыгууда колдонуучулардын бул талабын толугу менен эске алдык.Тазалоо үчүн колдонуучу төмөнкүнү гана аткарышы керек:
1.Loosen agraffes пневматикалык вакуумдук насос жыйындысын чечип.Пневматикалык вакуумдук насос, аба резервуары жана капкагы интегралдык монтаж катары туташтырылган, аны суу менен тазалоонун кереги жок.
2.Фыпка монтажын чечип, чыпка түтүкүндөгү порошокту кысылган аба менен үйлөтүңүз.Андан кийин кайра-кайра ысык суу менен жууп салыңыз.Жугандан кийин чыпкалоочу түтүктүн дубалында калган сууну кысылган аба менен үйлөтүңүз.Эми чыпка түтүк кайра үйлөгөндөн кийин абдан тез болушу керек.Эгер чыпка тумчугуп калганын сезсеңиз, бул чыпка түтүгүнүн дубалында дагы бир аз суу калганын билдирет.Сиз андан ары кысылган аба менен жардырып, муздатып же кургатуу керек.
3.Кысуучу шакекчелерди бошотуп, вакуумдук бункерди чечип, бункерди суу менен жууп салыңыз.